脱模剂是为了减少或防止 两种材料表面黏着的固体或液体薄膜,它是塑料成型加工中不可少的材料。在环氧树脂的浇铸,模压,层压加工中更为重要,因为环氧树脂对多种金属非金属材料有很强...
脱模剂是为了减少或防止
两种材料表面黏着的固体或液体薄膜,它是塑料成型加工中不可少的材料。在环氧树脂的浇铸,模压,层压加工中更为重要,因为环氧树脂对多种金属非金属材料有很强的粘接性。特别是反应注射型时会产生两种摩擦力。一种是环氧树脂分子间的内摩擦力。另一种是环氧树脂及填料与加工模具表面的外摩擦力。这些都使制品表面粗糙,缺少光泽;严重会形成制品表面皱纹和模具粘连。因此必须在模具表面形成一层光滑,致密的薄膜将环氧制品和模具隔离开来。
脱模剂的分类
对于脱模剂的要求主要有:有一定的热稳定性,不腐蚀模具,具有化学惰性,不与环氧树脂中的组分反应,不残留分解物,不影响制品色泽和后加工性(如上漆,打印等)、清洗性好(易洗去附着在模具上的脱模剂)易成型,脱模性优良,不污染环境。
(1)
按用途分类。可分为内脱模剂和外脱模剂。外脱模剂直接涂覆于模具上;内脱模剂加入到环氧组分中,一方面起到内润滑作用减少流体阻力。另一方面加工时内脱模剂溢出到制品表面起到脱模作用。
(2)
按状态分类。有液体和固体。其中以液体为主,办固体以蜡状物为主。
(3)
按使用寿命分类。有一次性,半永久性,永久性三种。由于现代工业,要求高效率生产,且产品设计或更新周期加快,因此,内脱模剂和半永久性脱模剂得到普遍重视。发展也较快,永久性脱模剂主要用硅橡胶,有机氟塑料直接制成模具,成本高,较少使用。
(4)
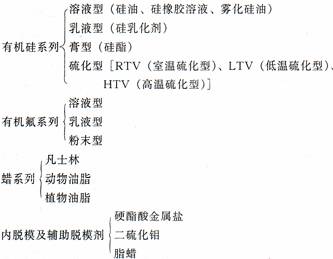
按化学结构分类
脱模机理
脱模剂效果的好坏和各种因素有关,例如制品的外形特征、模具的光洁度、环氧树脂的固化程度。但就脱模本身效果而言,自身的表面张力是关键,表面张力过大容易污染模具,脱模效果差,表5-9几种材料的表面张力。
从表5-9来看,这几种材料中只有三甲基硅油和聚四氟乙烯适宜于作为环氧树脂的脱模剂,聚乙烯虽然和环氧树脂不能粘接,但表面张力明显高于前二者,脱模效果差。
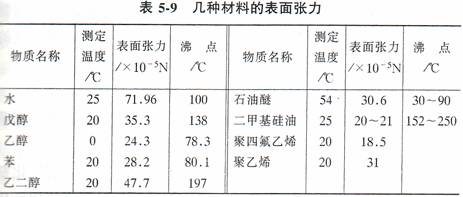
图5-6所示,可作脱模剂者还须由B能容易地分离成B1、B2。而分离的难易由分子间力的大小所决定,通过脱模剂的沸点、黏度、蒸发热等来判断。有机硅的这些数值都较相同分子量的烃类小,所以有机硅的分子间力比较小,适合用作脱模剂。其次是希望B在分离成B1和B2时的分离比B1/B2要小,为能有较多的脱模剂黏附在模具上而不是制品上,故B1/B2是决定脱模剂耐久性的因素。B1/B2比值的大小一般受黏度影响,脱模机黏度越高,B1/B2比值就越小,脱模机的脱模效果也越好,涂一次脱模剂可以脱模次数越多。
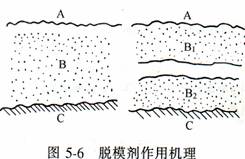
若把制品A放大,可看出其表面也有无数细孔,脱模剂在它表面也会发生渗透现象。渗透越深脱模剂往制品上的迁移率越高,即B1/B2值越大。然而脱模剂的黏度大,流布到制品表面空隙的阻力变大,则就越不易浸透,所以B1/B2比值就越小。高黏度硅油既有良好的涂布性,黏度随温度裱画又笑,因此是优良的脱模剂。
有机硅系脱模剂
(1)硅油
最有代表性的是聚二甲基硅氧烷,也就是二甲基硅油。常用的黏度范围是0.100-1Pa.s.
黏度较高的硅油可以溶在有机溶剂中使用,也可以用乳化剂把它分散在水中制成乳化液使用。但在模温较低时不宜使用乳化液,因水分不易蒸发,会影响使用效果。
把硅油和填料掺和一起做成膏状物,可以在垂直面上涂布。这种方法适用于模具不太复杂的压力铸造。
把黏度大于3Pa.s的高黏度硅油和F113或石油醚混合装罐制成喷雾脱模剂,不仅使用方便而且脱模效果好。
(2)硅橡胶
它有两种用法。一种用法是把硅橡胶荣誉有机溶剂,然后涂在模上,溶剂挥发后即形成一层硅橡胶薄膜,这层膜可以硫化,也可不硫化,不硫化的膜实际上是一层黏度极高的硅油膜,这种膜的脱模效果很好,还可以重复涂布。另一种用室温硫化硅橡胶后可以制成模具,浇铸环氧树脂具有永久性脱模效果,而且有极强的仿真型。
(3)硅脂
它是由硅油和气相二氧化硅经混炼加工而成的膏状物质,有很大的触变性,可以直接在模具上揭涂,达到脱模的效果。
(4)硅乳化剂
#284等硅乳化剂是水包油型乳剂,中等黏度,有机硅油含量约40%,还含有聚乙烯醇,使用前加入40℃以下的水稀释。模具越热岛60-80℃,然后把稀释后的硅乳化剂用喷涂方法喷到模具上,再在140℃烘烤2H。
有机氟系脱模剂
氟塑料具有优异的耐高、低温性能,大多数品级连续使用温度在150℃以上,有些品种可达260℃,耐化学腐蚀性好。由于表面临界张力小,润滑性好,表面有不易黏附的特性,因此是制成脱模剂的理想材料。直接使用浓缩分散液制成的涂料作为脱模剂虽然效果很好,有长期的使用寿命,但是处理手续较复杂。需喷涂在金属模具表面先于90℃左右烘干约15min,再在380℃烧结15-30min后取出急冷淬火。或者将PTFE粉末通入等离子焰流中,在高温作用下,迅速塑化而成致密涂料。
商品名为Mold
WIZ的脱模剂是以有机酸酯衍生物和氟碳烃化合物为主要成分,它分成涂在模具的外脱模剂和可掺混于树脂中的内脱模剂两大类。
外用脱模剂能在模具表面形成附着力很强的薄膜,此膜难以向成型制品迁移,因此可以多次脱模。模具不易玷污清理次数少,对制品二次加工无影响,与硅油,脂蜡类脱模剂相比成型的制品表面状况更好。
使用环氧树脂制品脱模的品种是溶液型的,有AZNF-57、IMRI-25,LMP-320等。
为了充分发挥Mold
WIZ的脱模效果。应注意下列几项操作。
①
预先用溶液仔细洗净模具表面的油脂以及以前所用的脱模剂。
②
如果模具有表面不光洁之处,用不平剂Melax添加20%的Mold
WIZ将其仔细修平,在充分干燥后再涂覆Mold WIZ的薄层多次为好,充分干燥后再使用。
内脱模剂
环氧树脂的内脱模剂都是一辅助脱模为主,一方面提高脱模效果;另一方面是作为内部润滑剂减少流体的阻力,提高注射或模压料在模腔中的充实程度,从而提高制品的内在和外观质量。
作为环氧树脂的内脱模剂有两大类:一类是硬脂酸金属盐类;一类是脂蜡类。它们在室温下和环氧树脂相容性不大,而在高温下相容性增大,掺入到树脂中,待加工完成后大部分溢出在制品的表面。提高了脱模性及制品表面的光洁度。几种硬脂酸盐类的润滑性变表5-10。
脂蜡是含有C24以上的高级脂肪酸和含有C26和C32高级脂肪醇的脂类。主要成分为褐煤蜡、巴西蜡、棕榈蜡和石蜡等,在这类蜡中含有1-2个极性基。又含有两个非极性的长链烷基,所以具有内部润滑和外部润滑双重作用。几种脂蜡的技术指标见表5-11。
